蘭州鋼結構加工,蘭州鋼結構工程
鋼結構售樓部,及各類鋼結構工程

全國咨詢熱線:
13088786564
蘭州鋼結構加工,蘭州鋼結構工程
鋼結構售樓部,及各類鋼結構工程
全國咨詢熱線:
13088786564


News
 熱門推薦
熱門推薦
 蘭州大學榆中校區南區鍋爐房綜合維修改造工程鋼結構安裝完畢
蘭州大學榆中校區南區鍋爐房綜合維修改造工程鋼結構安裝完畢
 定西市安定區集中供熱科創城熱源建設項目(一期)-鍋爐房鋼結構安裝
定西市安定區集中供熱科創城熱源建設項目(一期)-鍋爐房鋼結構安裝
 臨洮佳邦食品廠建設項目-2#車間完工
臨洮佳邦食品廠建設項目-2#車間完工
 臨洮佳邦食品廠鋼結構安裝
臨洮佳邦食品廠鋼結構安裝
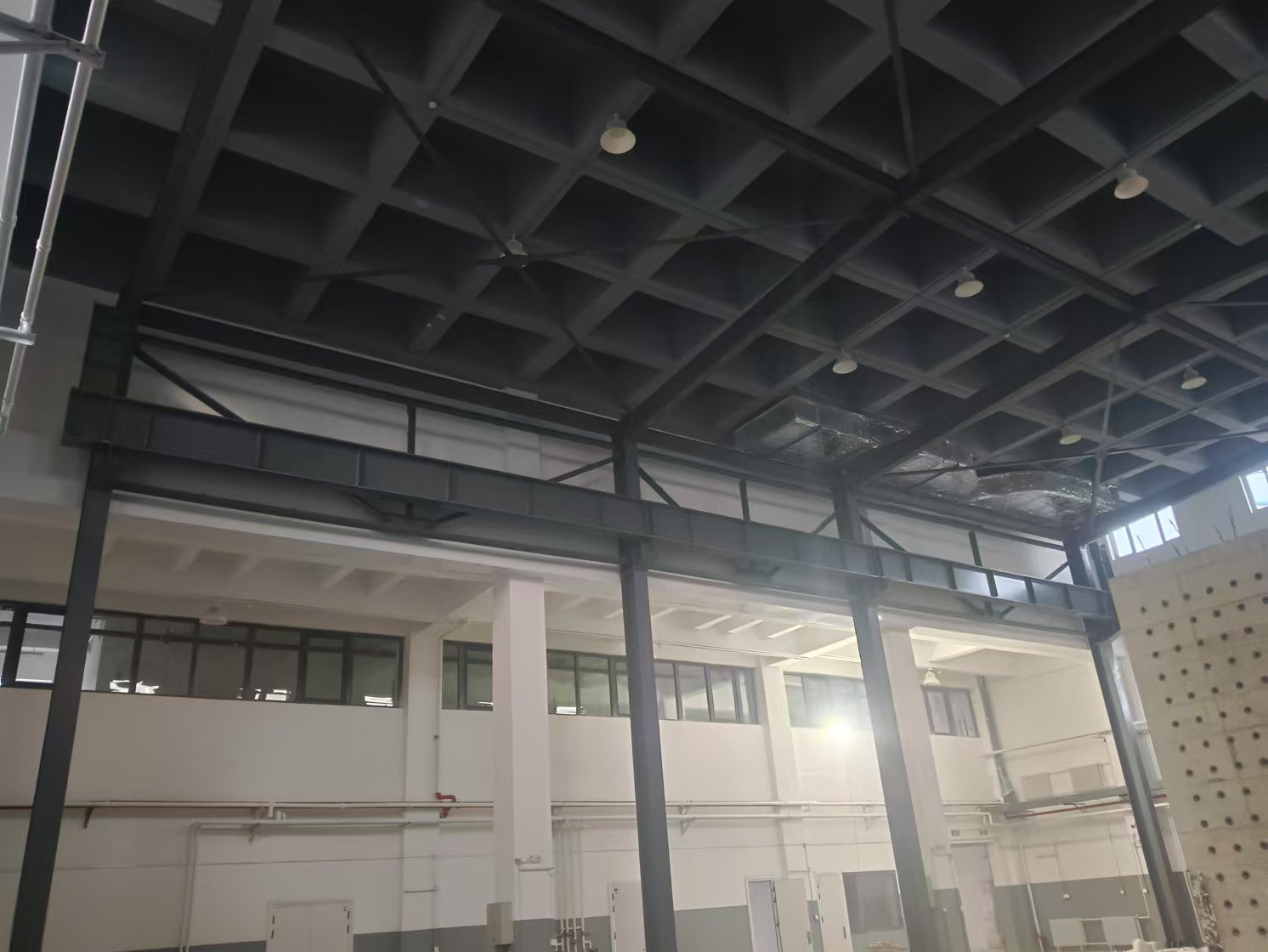
 實驗室綜合樓鋼結構工程-安裝
實驗室綜合樓鋼結構工程-安裝
 馬坡鄉河灣村和美鄉村建設項目-農產品晾曬中心鋼結構墻板安裝
馬坡鄉河灣村和美鄉村建設項目-農產品晾曬中心鋼結構墻板安裝
 馬坡鄉河灣村和美鄉村建設項目-農產品晾曬中心鋼結構工程
馬坡鄉河灣村和美鄉村建設項目-農產品晾曬中心鋼結構工程
 榆中水投礦泉水車間鋼結構安裝中
榆中水投礦泉水車間鋼結構安裝中
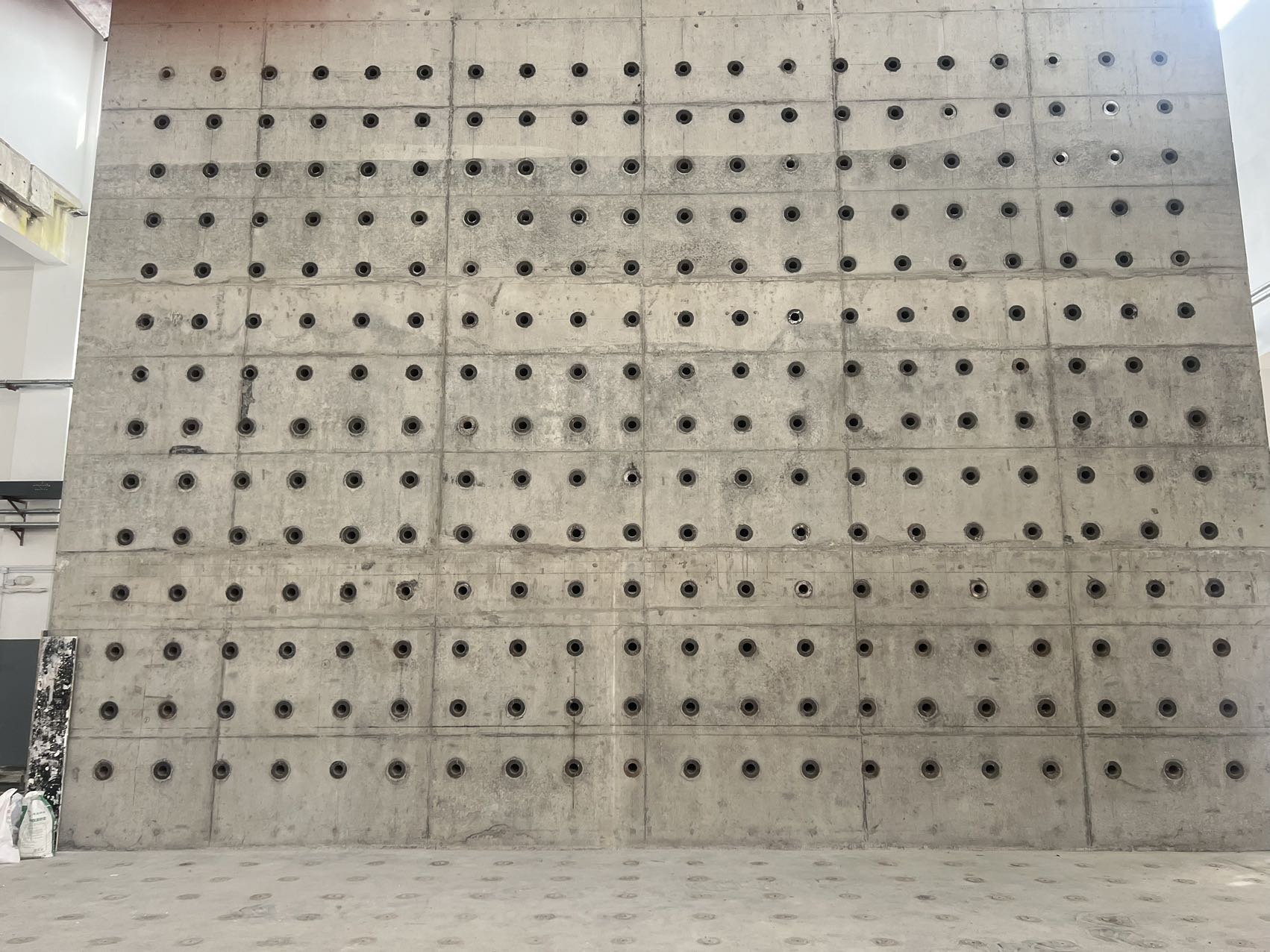 蘭州大學榆中校區南區鍋爐房綜合維修改造項目-泄爆墻加載孔安裝后
蘭州大學榆中校區南區鍋爐房綜合維修改造項目-泄爆墻加載孔安裝后
 臨洮佳邦食品廠建設項目2#車間墻板安裝中
臨洮佳邦食品廠建設項目2#車間墻板安裝中
 今日加工廠加工實拍
今日加工廠加工實拍
 加工廠加工情況
加工廠加工情況
 加工廠鋼構件加工中
加工廠鋼構件加工中
 康樂華潤希望鄉村建設項目(二期)公建區鋼結構工程
康樂華潤希望鄉村建設項目(二期)公建區鋼結構工程
 蘭州大學榆中校區南區鍋爐房改造項目-反力墻槽道加工到現場卸車
蘭州大學榆中校區南區鍋爐房改造項目-反力墻槽道加工到現場卸車
 近期加工廠加工鋼結構類型(鋼欄桿、門式剛架、框架結構、屋面設備基礎鋼架等)
近期加工廠加工鋼結構類型(鋼欄桿、門式剛架、框架結構、屋面設備基礎鋼架等)
 白銀天橋
白銀天橋
 西藏鋼結構廠房
西藏鋼結構廠房
 甘肅鋼結構施工工程
甘肅鋼結構施工工程
 蘭州鋼結構廠房工程
蘭州鋼結構廠房工程
 榆中鋼結構
榆中鋼結構
 天水鋼結構
天水鋼結構
 新疆鋼結構廠房
新疆鋼結構廠房
 西藏鋼結構廠房
西藏鋼結構施工工程
西藏鋼結構廠房
西藏鋼結構施工工程
 西藏鋼結構廠房工程
西藏鋼結構
西藏鋼結構廠房工程
西藏鋼結構
 鋼結構加工的制孔工藝
鋼結構加工的制孔工藝
 鋼結構廠房
鋼結構廠房
 甘肅城鎮公共廁所
甘肅城鎮公共廁所
 榆中鋼結構廠家
榆中鋼結構廠家
 鋼結構售樓部價格
鋼結構售樓部價格
 鋼結構售樓部工程
鋼結構售樓部工程
 蘭州鋼結構售樓部
蘭州鋼結構售樓部
 房屋裝飾裝修工程
房屋裝飾裝修工程
 垂直循環類車庫
垂直循環類車庫
 蘭州鋼結構加工價格
蘭州鋼結構加工價格
 鋼結構框架樓價格
鋼結構框架樓價格
 鋼結構和框架結構怎么選擇
鋼結構和框架結構怎么選擇
 鋼結構與鋼框架樓
鋼結構與鋼框架樓
 蘭州鋼結構框架樓
蘭州鋼結構框架樓
 蘭州鋼結構加工廠家
蘭州鋼結構加工廠家
 蘭州鋼結構廠房
蘭州鋼結構廠房
 房屋建筑工程
房屋建筑工程
 房屋裝修裝飾工程
房屋裝修裝飾工程
 公路工程
公路工程
 市政工程
市政工程
 鋼結構桁架
鋼結構桁架
 鋼結構框架樓加工定做
鋼結構框架樓加工定做
 鋼結構框架樓
鋼結構框架樓
 鋼結構加工
鋼結構加工
 蘭州鋼結構加工
蘭州鋼結構加工
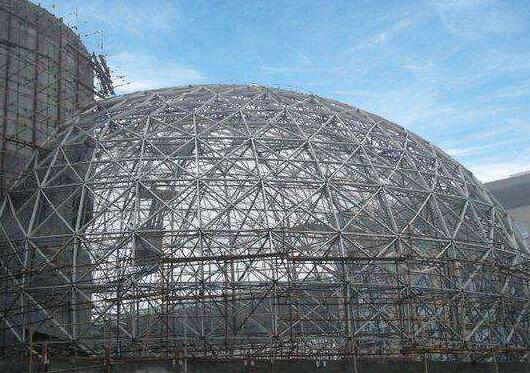 鋼結構球星網架
鋼結構球星網架
 甘肅鋼結構
甘肅鋼結構
 甘肅蘭州鋼結構加工
甘肅蘭州鋼結構加工
 甘肅鋼結構工程
甘肅鋼結構工程
 蘭州鋼結構工程
蘭州鋼結構工程
 鋼結構工程
鋼結構工程
 蘭州鋼結構
蘭州鋼結構
 甘肅彩鋼結構
甘肅彩鋼結構
 蘭州鋼結構
蘭州鋼結構
 蘭州彩鋼結構
蘭州彩鋼結構
 蘭州彩鋼房
蘭州彩鋼房
 蘭州立體車庫
蘭州立體車庫
 鋼結構立體車庫
鋼結構立體車庫
 蘭州鋼結構立體車庫
蘭州鋼結構立體車庫
 鋼結構立體車庫
鋼結構立體車庫
 榆中縣三角城鄉詹家營村美麗鄉村彩繪部分施工完成
榆中縣三角城鄉詹家營村美麗鄉村彩繪部分施工完成
 甘草店異地搬遷扶貧項目
甘草店異地搬遷扶貧項目


在切割、下料時,翼緣板規格寬度不一,導致H型鋼與牛腿的規格不一致,與牛腿聯絡的鋼柱左右翼緣板移位約一個板厚;切割邊沿有較深的切痕,板邊有顯著的凹痕,或者有較深的鋸齒狀印,切割表面粗糙度超標準,拼板方式邊沿切割不平整度,拼湊錯口等超標準。

Copyright © 甘肅榆鑫鋼結構建筑工程有限公司 版權所有
 甘公網安備 62012302000042號
網站地圖 RSS
XML
甘公網安備 62012302000042號
網站地圖 RSS
XML
技術支持:甘肅子坤
 當前位置:
當前位置: