蘭州鋼結構加工,蘭州鋼結構工程
鋼結構售樓部,及各類鋼結構工程

全國咨詢熱線:
13088786564
蘭州鋼結構加工,蘭州鋼結構工程
鋼結構售樓部,及各類鋼結構工程
全國咨詢熱線:
13088786564


News
 熱門推薦
熱門推薦
 蘭州大學榆中校區南區鍋爐房綜合維修改造工程鋼結構安裝完畢
蘭州大學榆中校區南區鍋爐房綜合維修改造工程鋼結構安裝完畢
 定西市安定區集中供熱科創城熱源建設項目(一期)-鍋爐房鋼結構安裝
定西市安定區集中供熱科創城熱源建設項目(一期)-鍋爐房鋼結構安裝
 臨洮佳邦食品廠建設項目-2#車間完工
臨洮佳邦食品廠建設項目-2#車間完工
 臨洮佳邦食品廠鋼結構安裝
臨洮佳邦食品廠鋼結構安裝
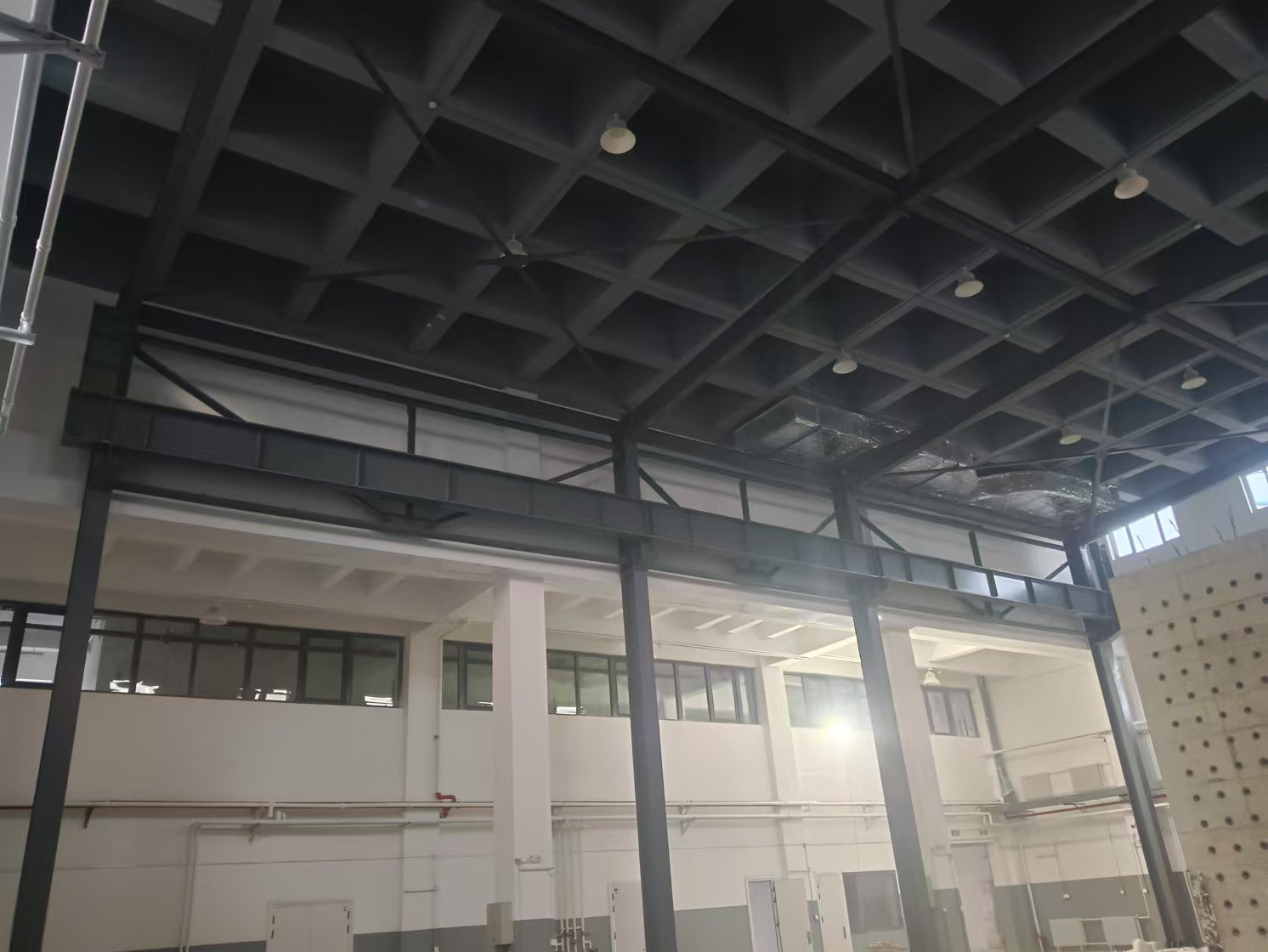
 實驗室綜合樓鋼結構工程-安裝
實驗室綜合樓鋼結構工程-安裝
 馬坡鄉河灣村和美鄉村建設項目-農產品晾曬中心鋼結構墻板安裝
馬坡鄉河灣村和美鄉村建設項目-農產品晾曬中心鋼結構墻板安裝
 馬坡鄉河灣村和美鄉村建設項目-農產品晾曬中心鋼結構工程
馬坡鄉河灣村和美鄉村建設項目-農產品晾曬中心鋼結構工程
 榆中水投礦泉水車間鋼結構安裝中
榆中水投礦泉水車間鋼結構安裝中
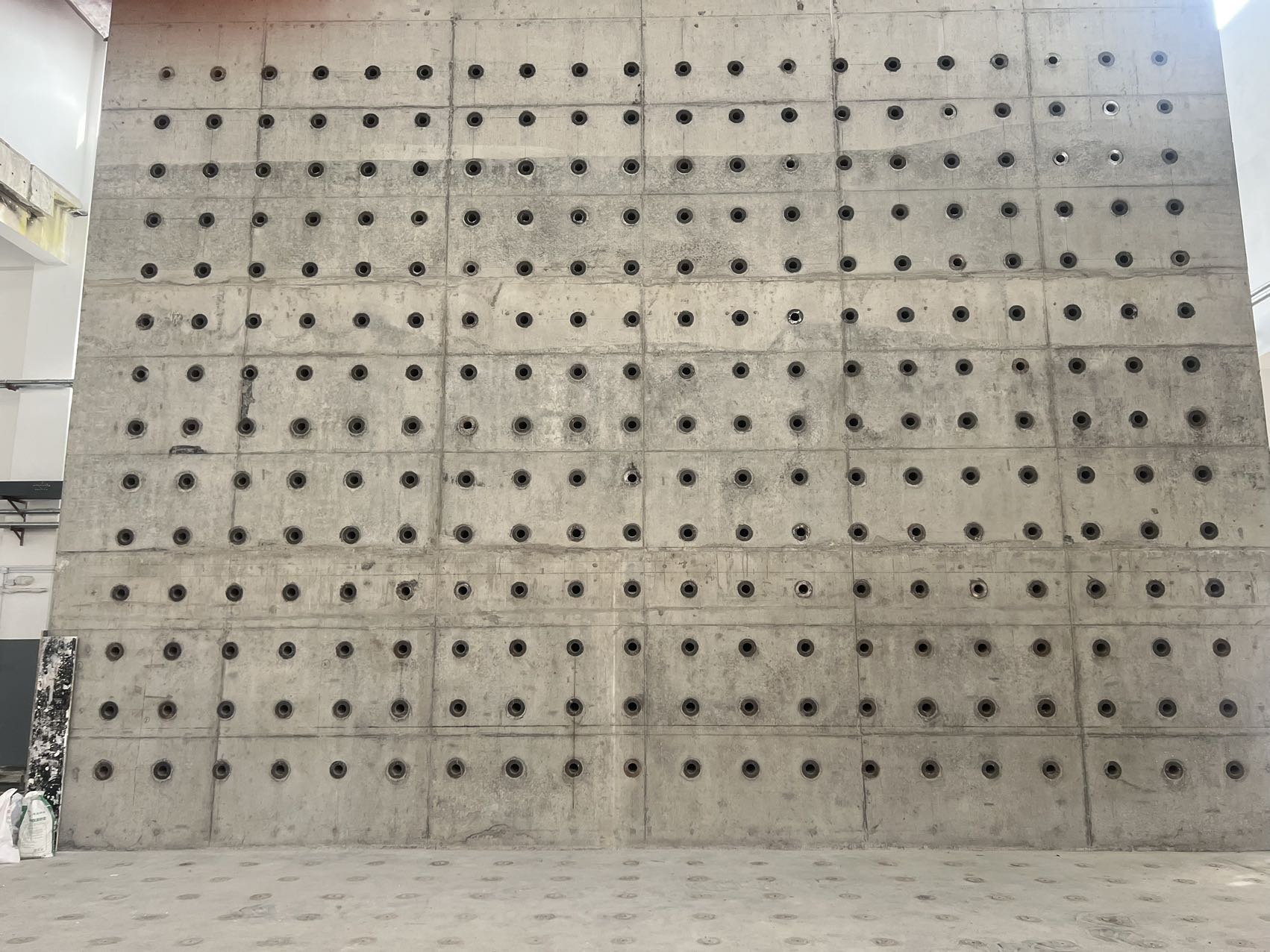 蘭州大學榆中校區南區鍋爐房綜合維修改造項目-泄爆墻加載孔安裝后
蘭州大學榆中校區南區鍋爐房綜合維修改造項目-泄爆墻加載孔安裝后
 臨洮佳邦食品廠建設項目2#車間墻板安裝中
臨洮佳邦食品廠建設項目2#車間墻板安裝中
 今日加工廠加工實拍
今日加工廠加工實拍
 加工廠加工情況
加工廠加工情況
 加工廠鋼構件加工中
加工廠鋼構件加工中
 康樂華潤希望鄉村建設項目(二期)公建區鋼結構工程
康樂華潤希望鄉村建設項目(二期)公建區鋼結構工程
 蘭州大學榆中校區南區鍋爐房改造項目-反力墻槽道加工到現場卸車
蘭州大學榆中校區南區鍋爐房改造項目-反力墻槽道加工到現場卸車
 近期加工廠加工鋼結構類型(鋼欄桿、門式剛架、框架結構、屋面設備基礎鋼架等)
近期加工廠加工鋼結構類型(鋼欄桿、門式剛架、框架結構、屋面設備基礎鋼架等)
 白銀天橋
白銀天橋
 西藏鋼結構廠房
西藏鋼結構廠房
 甘肅鋼結構施工工程
甘肅鋼結構施工工程
 蘭州鋼結構廠房工程
蘭州鋼結構廠房工程
 榆中鋼結構
榆中鋼結構
 天水鋼結構
天水鋼結構
 新疆鋼結構廠房
新疆鋼結構廠房
 西藏鋼結構廠房
西藏鋼結構施工工程
西藏鋼結構廠房
西藏鋼結構施工工程
 西藏鋼結構廠房工程
西藏鋼結構
西藏鋼結構廠房工程
西藏鋼結構
 鋼結構加工的制孔工藝
鋼結構加工的制孔工藝
 鋼結構廠房
鋼結構廠房
 甘肅城鎮公共廁所
甘肅城鎮公共廁所
 榆中鋼結構廠家
榆中鋼結構廠家
 鋼結構售樓部價格
鋼結構售樓部價格
 鋼結構售樓部工程
鋼結構售樓部工程
 蘭州鋼結構售樓部
蘭州鋼結構售樓部
 房屋裝飾裝修工程
房屋裝飾裝修工程
 垂直循環類車庫
垂直循環類車庫
 蘭州鋼結構加工價格
蘭州鋼結構加工價格
 鋼結構框架樓價格
鋼結構框架樓價格
 鋼結構和框架結構怎么選擇
鋼結構和框架結構怎么選擇
 鋼結構與鋼框架樓
鋼結構與鋼框架樓
 蘭州鋼結構框架樓
蘭州鋼結構框架樓
 蘭州鋼結構加工廠家
蘭州鋼結構加工廠家
 蘭州鋼結構廠房
蘭州鋼結構廠房
 房屋建筑工程
房屋建筑工程
 房屋裝修裝飾工程
房屋裝修裝飾工程
 公路工程
公路工程
 市政工程
市政工程
 鋼結構桁架
鋼結構桁架
 鋼結構框架樓加工定做
鋼結構框架樓加工定做
 鋼結構框架樓
鋼結構框架樓
 鋼結構加工
鋼結構加工
 蘭州鋼結構加工
蘭州鋼結構加工
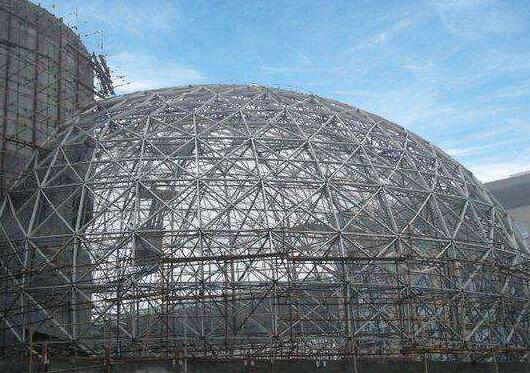 鋼結構球星網架
鋼結構球星網架
 甘肅鋼結構
甘肅鋼結構
 甘肅蘭州鋼結構加工
甘肅蘭州鋼結構加工
 甘肅鋼結構工程
甘肅鋼結構工程
 蘭州鋼結構工程
蘭州鋼結構工程
 鋼結構工程
鋼結構工程
 蘭州鋼結構
蘭州鋼結構
 甘肅彩鋼結構
甘肅彩鋼結構
 蘭州鋼結構
蘭州鋼結構
 蘭州彩鋼結構
蘭州彩鋼結構
 蘭州彩鋼房
蘭州彩鋼房
 蘭州立體車庫
蘭州立體車庫
 鋼結構立體車庫
鋼結構立體車庫
 蘭州鋼結構立體車庫
蘭州鋼結構立體車庫
 鋼結構立體車庫
鋼結構立體車庫
 榆中縣三角城鄉詹家營村美麗鄉村彩繪部分施工完成
榆中縣三角城鄉詹家營村美麗鄉村彩繪部分施工完成
 甘草店異地搬遷扶貧項目
甘草店異地搬遷扶貧項目


關于蘭州鋼結構公司的加工技術。氣割前必須檢查確認整個氣割系統的設備和工具全部運轉正常,并**安全。氣割時應選擇正確的工藝參數。切割時應調節好氧氣射流(風線)的形狀,使其達到并保持輪廓清晰,風線長和射力高。氣割前,應去除鋼材表面的污垢、油污及浮銹和其它雜物,并在下面留出一定的空間,以利于熔渣的吹出。氣割時,必須防止回火。為了防止氣割變形,操作中應先從短邊開始;應先割小件,后割大件;應先割較復雜的,后割較簡單的。

矯正和成型
成品冷矯正,一般使用翼緣矯平機、撐直機、油壓機、壓力機等機械力進行矯正。火焰矯正,加熱方法有點狀加熱、線狀加熱和三角形加熱三種。
低碳鋼和普通低合金鋼的熱矯正加熱溫度一般為600~900℃,而800~900℃為熱塑性變形的理想溫度,但不準超過900℃。中碳鋼則會由于變形而產生裂紋,所以中碳鋼一般不用火焰矯正。普通低合金鋼在加熱矯正后應緩慢冷卻。
熱加工:對低碳鋼一般都在1000~1100℃,熱加工終止溫度不應低于700℃。加熱溫度在500~550℃。鋼材產生脆性,嚴禁錘打和彎曲,否則容易使鋼材斷裂。冷加工:鋼材在常溫下進行加工制作,大多數都是利用機械設備和專用工具進行的。
剪切后加工的一般每邊加3—4mm,氣割后加工的則每邊加4—5 mm。切割余量:自動氣割割縫寬度為3mm,手工氣割割縫寬度為4mm。焊接收縮量根據構件的結構特點由工藝給出。
主要受力構件和需要彎曲的構件,在號料時應按工藝規定的方向取料,彎曲件的外側不應有樣沖點和傷痕缺陷。號料應有利于切割和**零件質量。本次號料后的剩余材料應進行余料標識,包括余料編號、規格、材質及爐批號等,以便于余料的再次使用。
切割下料劃線以后的鋼材,必須按其所需的形狀和尺寸進行下料切割。剪切時應注意以下要點:
當一張鋼板上排列許多個零件并有幾條相交的剪切線時,應預先安排好合理的剪切程序后再進行剪切。材料剪切后的彎曲變形,必須進行矯正;剪切面粗糙或帶有毛刺,必須修磨光潔。剪切過程中,切口附近的金屬,因受剪力而發生擠壓和彎曲,重要的結構件和焊縫的接口位置,一定要用銑、刨或砂輪磨削等方法。
Copyright © 甘肅榆鑫鋼結構建筑工程有限公司 版權所有
 甘公網安備 62012302000042號
網站地圖 RSS
XML
甘公網安備 62012302000042號
網站地圖 RSS
XML
技術支持:甘肅子坤
 當前位置:
當前位置: