蘭州鋼結構加工,蘭州鋼結構工程
鋼結構售樓部,及各類鋼結構工程

全國咨詢熱線:
13088786564
蘭州鋼結構加工,蘭州鋼結構工程
鋼結構售樓部,及各類鋼結構工程
全國咨詢熱線:
13088786564


News
 熱門推薦
熱門推薦
 蘭州大學榆中校區南區鍋爐房綜合維修改造工程鋼結構安裝完畢
蘭州大學榆中校區南區鍋爐房綜合維修改造工程鋼結構安裝完畢
 定西市安定區集中供熱科創城熱源建設項目(一期)-鍋爐房鋼結構安裝
定西市安定區集中供熱科創城熱源建設項目(一期)-鍋爐房鋼結構安裝
 臨洮佳邦食品廠建設項目-2#車間完工
臨洮佳邦食品廠建設項目-2#車間完工
 臨洮佳邦食品廠鋼結構安裝
臨洮佳邦食品廠鋼結構安裝
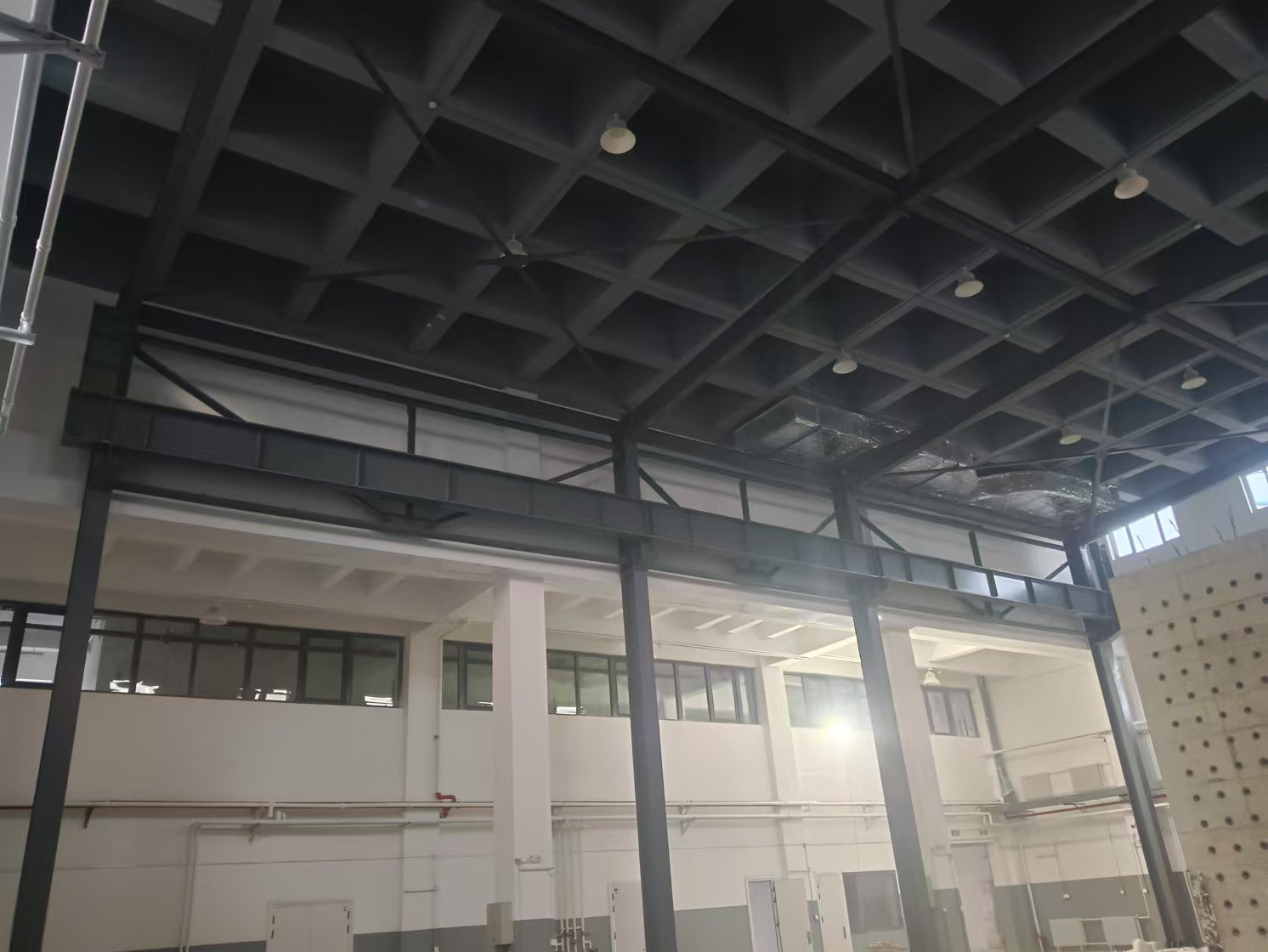
 實驗室綜合樓鋼結構工程-安裝
實驗室綜合樓鋼結構工程-安裝
 馬坡鄉河灣村和美鄉村建設項目-農產品晾曬中心鋼結構墻板安裝
馬坡鄉河灣村和美鄉村建設項目-農產品晾曬中心鋼結構墻板安裝
 馬坡鄉河灣村和美鄉村建設項目-農產品晾曬中心鋼結構工程
馬坡鄉河灣村和美鄉村建設項目-農產品晾曬中心鋼結構工程
 榆中水投礦泉水車間鋼結構安裝中
榆中水投礦泉水車間鋼結構安裝中
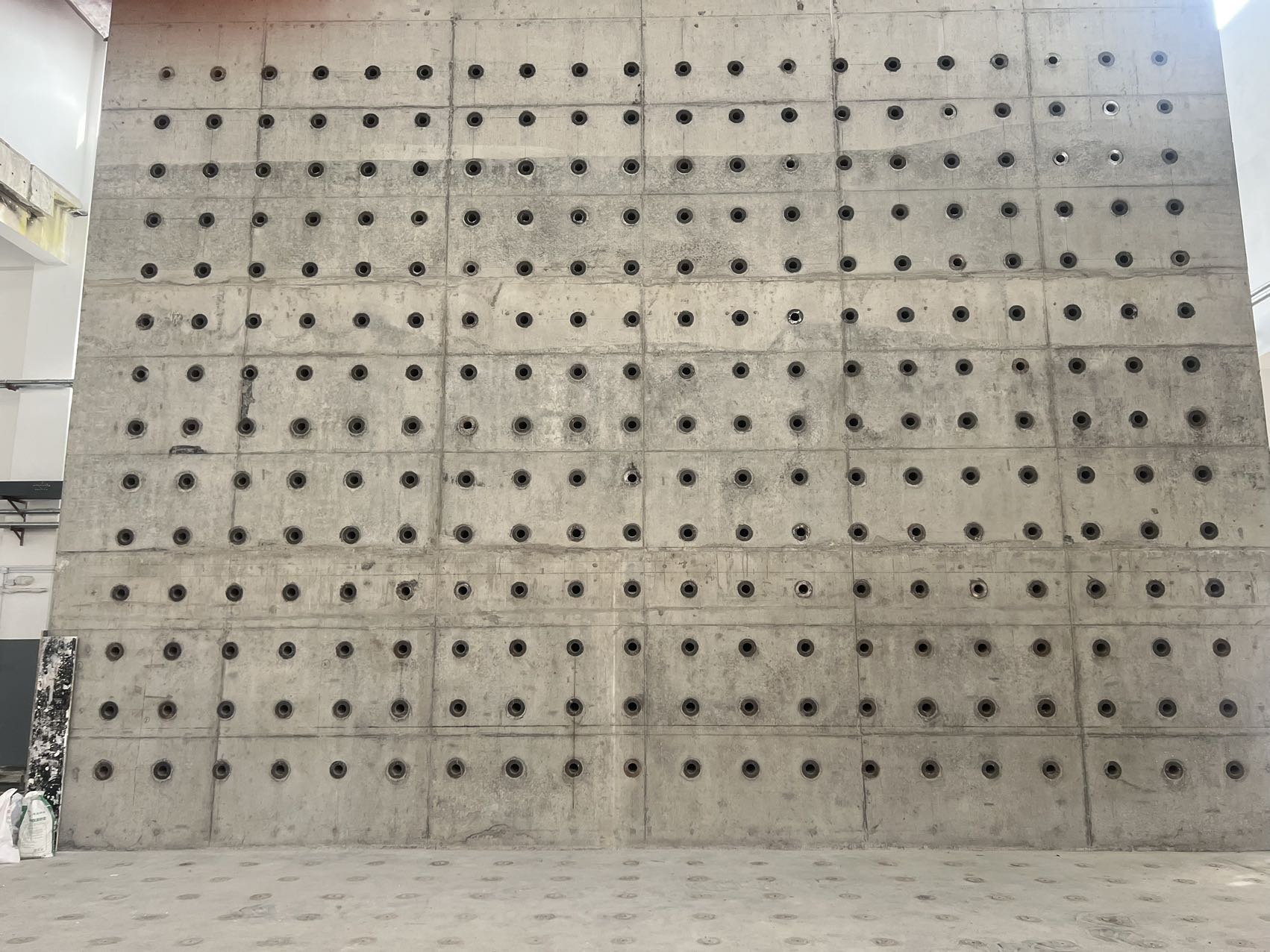 蘭州大學榆中校區南區鍋爐房綜合維修改造項目-泄爆墻加載孔安裝后
蘭州大學榆中校區南區鍋爐房綜合維修改造項目-泄爆墻加載孔安裝后
 臨洮佳邦食品廠建設項目2#車間墻板安裝中
臨洮佳邦食品廠建設項目2#車間墻板安裝中
 今日加工廠加工實拍
今日加工廠加工實拍
 加工廠加工情況
加工廠加工情況
 加工廠鋼構件加工中
加工廠鋼構件加工中
 康樂華潤希望鄉村建設項目(二期)公建區鋼結構工程
康樂華潤希望鄉村建設項目(二期)公建區鋼結構工程
 蘭州大學榆中校區南區鍋爐房改造項目-反力墻槽道加工到現場卸車
蘭州大學榆中校區南區鍋爐房改造項目-反力墻槽道加工到現場卸車
 近期加工廠加工鋼結構類型(鋼欄桿、門式剛架、框架結構、屋面設備基礎鋼架等)
近期加工廠加工鋼結構類型(鋼欄桿、門式剛架、框架結構、屋面設備基礎鋼架等)
 白銀天橋
白銀天橋
 西藏鋼結構廠房
西藏鋼結構廠房
 甘肅鋼結構施工工程
甘肅鋼結構施工工程
 蘭州鋼結構廠房工程
蘭州鋼結構廠房工程
 榆中鋼結構
榆中鋼結構
 天水鋼結構
天水鋼結構
 新疆鋼結構廠房
新疆鋼結構廠房
 西藏鋼結構廠房
西藏鋼結構施工工程
西藏鋼結構廠房
西藏鋼結構施工工程
 西藏鋼結構廠房工程
西藏鋼結構
西藏鋼結構廠房工程
西藏鋼結構
 鋼結構加工的制孔工藝
鋼結構加工的制孔工藝
 鋼結構廠房
鋼結構廠房
 甘肅城鎮公共廁所
甘肅城鎮公共廁所
 榆中鋼結構廠家
榆中鋼結構廠家
 鋼結構售樓部價格
鋼結構售樓部價格
 鋼結構售樓部工程
鋼結構售樓部工程
 蘭州鋼結構售樓部
蘭州鋼結構售樓部
 房屋裝飾裝修工程
房屋裝飾裝修工程
 垂直循環類車庫
垂直循環類車庫
 蘭州鋼結構加工價格
蘭州鋼結構加工價格
 鋼結構框架樓價格
鋼結構框架樓價格
 鋼結構和框架結構怎么選擇
鋼結構和框架結構怎么選擇
 鋼結構與鋼框架樓
鋼結構與鋼框架樓
 蘭州鋼結構框架樓
蘭州鋼結構框架樓
 蘭州鋼結構加工廠家
蘭州鋼結構加工廠家
 蘭州鋼結構廠房
蘭州鋼結構廠房
 房屋建筑工程
房屋建筑工程
 房屋裝修裝飾工程
房屋裝修裝飾工程
 公路工程
公路工程
 市政工程
市政工程
 鋼結構桁架
鋼結構桁架
 鋼結構框架樓加工定做
鋼結構框架樓加工定做
 鋼結構框架樓
鋼結構框架樓
 鋼結構加工
鋼結構加工
 蘭州鋼結構加工
蘭州鋼結構加工
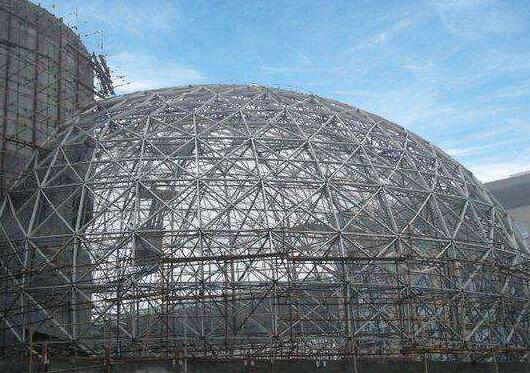 鋼結構球星網架
鋼結構球星網架
 甘肅鋼結構
甘肅鋼結構
 甘肅蘭州鋼結構加工
甘肅蘭州鋼結構加工
 甘肅鋼結構工程
甘肅鋼結構工程
 蘭州鋼結構工程
蘭州鋼結構工程
 鋼結構工程
鋼結構工程
 蘭州鋼結構
蘭州鋼結構
 甘肅彩鋼結構
甘肅彩鋼結構
 蘭州鋼結構
蘭州鋼結構
 蘭州彩鋼結構
蘭州彩鋼結構
 蘭州彩鋼房
蘭州彩鋼房
 蘭州立體車庫
蘭州立體車庫
 鋼結構立體車庫
鋼結構立體車庫
 蘭州鋼結構立體車庫
蘭州鋼結構立體車庫
 鋼結構立體車庫
鋼結構立體車庫
 榆中縣三角城鄉詹家營村美麗鄉村彩繪部分施工完成
榆中縣三角城鄉詹家營村美麗鄉村彩繪部分施工完成
 甘草店異地搬遷扶貧項目
甘草店異地搬遷扶貧項目


強制性條文規定焊工必須經考試合格并取得合格證書,持證焊工必須在考試合格項目及其認可范圍內施焊。對其使用的焊條,焊劑,藥芯焊絲,熔嘴在使用前應按其產品說明書及焊接工藝文件規定進行烘焙存放。施工單位對其..采用的鋼材,焊接材料,焊接方法,焊后熱處理等,應進行焊接工藝評定并根據評定報告確定焊接工藝。蘭州鋼結構。

對設計有要求的全焊透的一二焊縫應進行超波探傷進行內部缺陷檢驗。當超聲波探傷不能對缺陷做出判斷時,應采用射線探傷檢驗。
要求焊縫表面不得有裂紋,焊瘤等缺陷。一級二級焊縫不得有表面氣孔夾渣、弧坑裂紋、電弧擦傷等缺陷。并且一級焊縫不得有咬邊、未焊滿、根部收縮等缺陷。檢察數量為每批同類構件抽查10%且不少于3件。用觀察法檢查或使用放大鏡,焊縫量規和鋼尺檢查。當存義時,采用滲透或磁粉探傷檢查。
焊縫觀感應達到外形均勻,成型較好,焊道與焊道、焊道與基本金屬間過渡較平滑,焊渣和飛濺物基本清除干凈。
鋼結構工程除焊接外,緊固連接工程也同樣重要。如普通螺栓、扭剪型高強度螺栓、高強度六角頭螺栓、鋼網架螺栓球、節點用高強螺栓及射釘、自攻釘、拉鉚釘等連接工程。普通螺栓作為..性連接螺栓時,當設計有要求或對質量有疑義時,應進行螺栓實物.小拉力載荷復驗,每一規格抽查8個,檢查螺栓實物復驗報告..性普通螺栓緊固應牢固,外露絲不少于2扣。
高強度螺栓連接安裝應按規范規定對高強度螺栓連接摩擦面的抗滑移系數試驗和復驗。高強螺栓連接副終擰1小時后到48小時內。進行終擰矩檢查,抽查10%不少于10個,外露絲扣為2—3扣,允許有10%的絲扣,有1扣或4扣
高強度螺栓連接摩擦面應保持干燥、整潔,不應有飛邊、毛刺、焊接飛濺物、焊疤、氧化鐵皮污垢等,除設計要求外摩擦面不應涂漆外。
特別需要指出的是高強度螺栓應自由穿入螺栓孔,不應采用氣割擴孔。必須擴孔時擴孔數量應征得設計單位同意。擴孔后孔徑不應超過1.2d(d為螺栓直徑
Copyright © 甘肅榆鑫鋼結構建筑工程有限公司 版權所有
 甘公網安備 62012302000042號
網站地圖 RSS
XML
甘公網安備 62012302000042號
網站地圖 RSS
XML
技術支持:甘肅子坤
 當前位置:
當前位置: